
भाषा

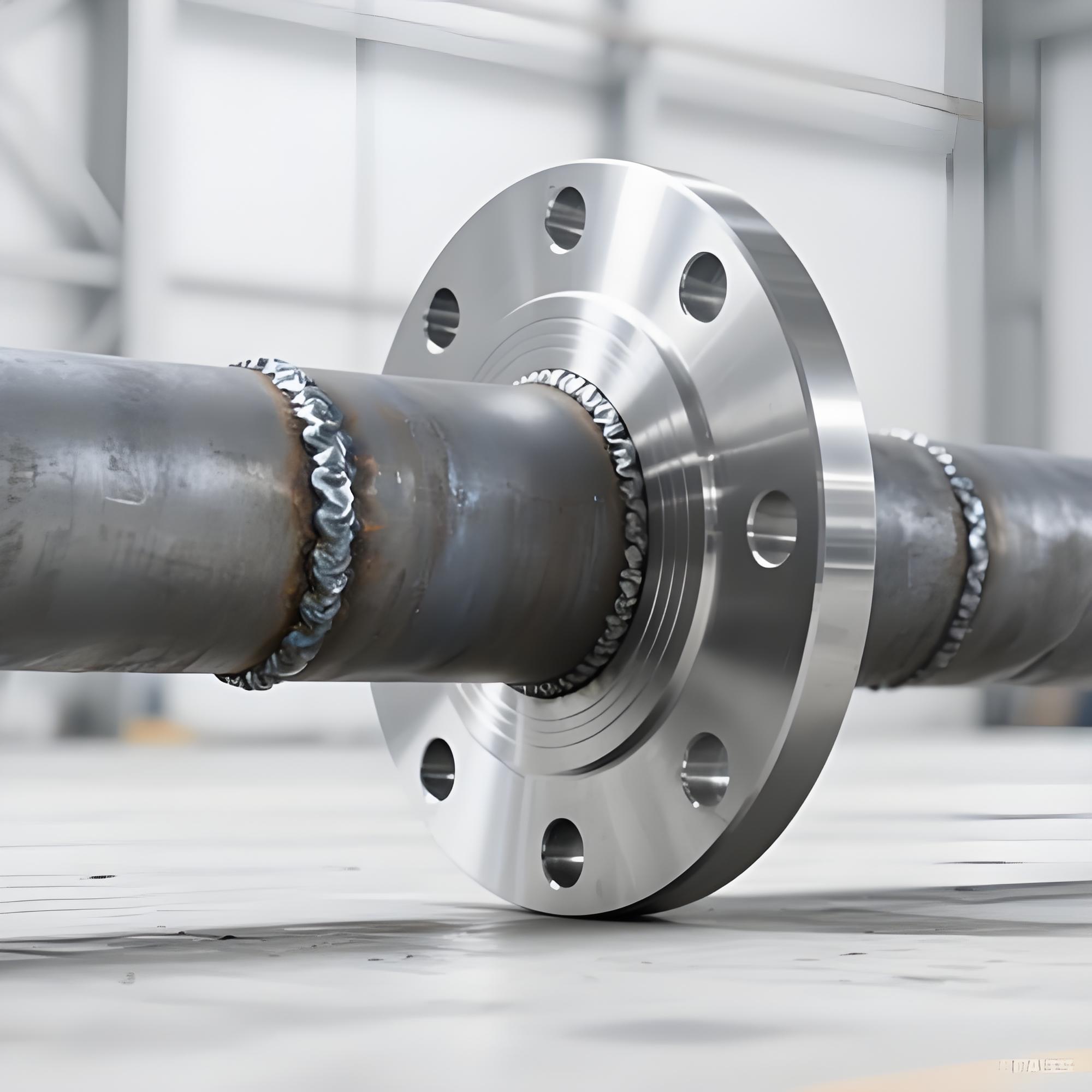
बट वेल्डिंग एक वेल्डिंग विधि हो जहाँ दुई वर्कपीसको छेउ एकअर्काको सामना गरी राखिन्छ, सम्पूर्ण अन्तिम सतहमा एकै साथ तताइन्छ, र ठोस अवस्थामा दुई वर्कपीसहरू बीचको परमाणु बन्धनमा पुग्न दबाब व्यावहारिक हुन्छ, त्यसैले तिनीहरूलाई एउटै टुक्रामा जोडिन्छ।
तपाईंलाई अझ प्रभावशाली रूपमा बुझ्न मद्दतको लागि, एक तुलना धेरै दृष्टिकोणबाट प्रस्तुत गरिएको छ:
| तुलना वस्तु |
बट वेल्डिंग |
सकेट वेल्डिंग |
| जडान विधि |
छेउहरू फ्लश लाइनमा र सीधा वेल्डेड छन् |
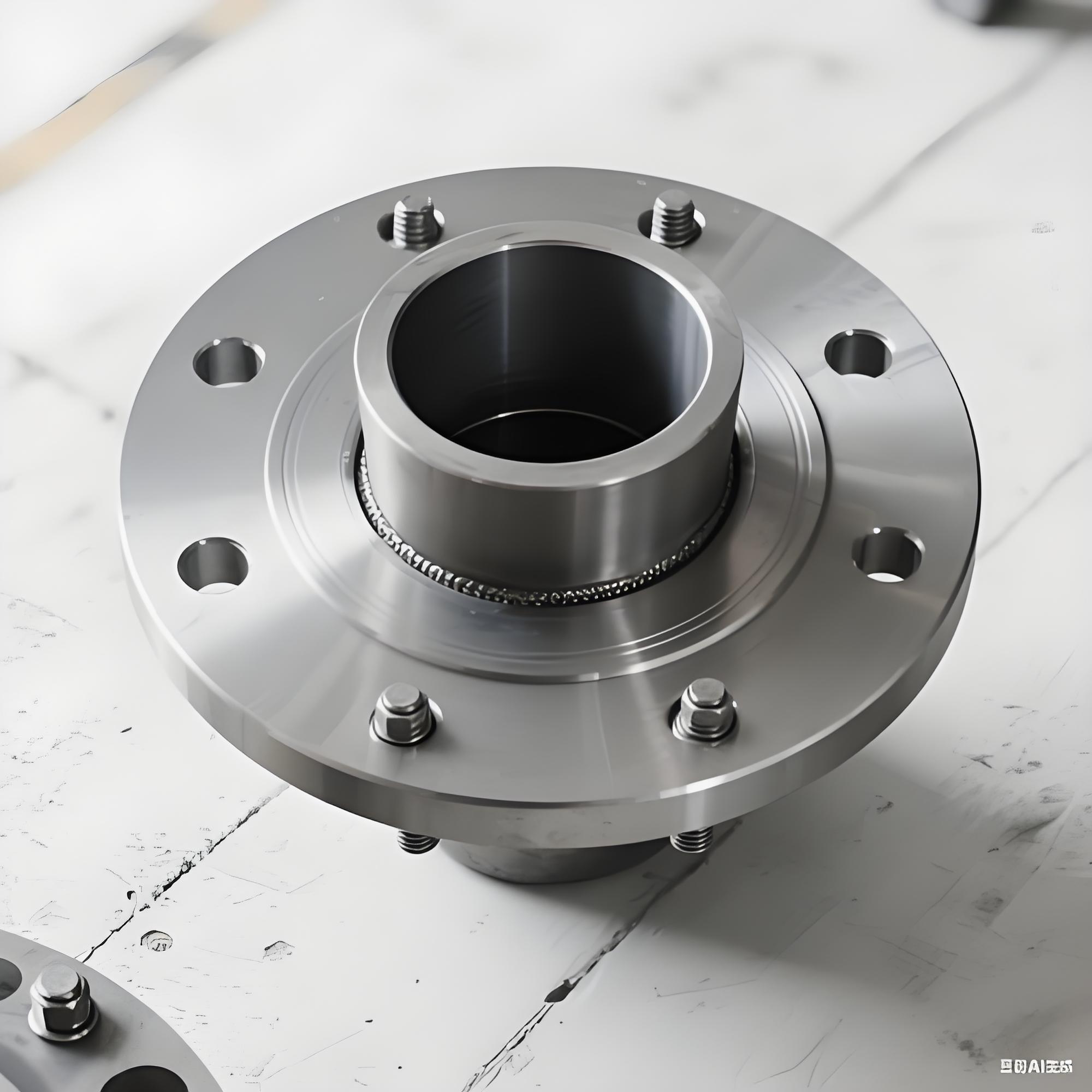
एउटा छेउ अर्कोमा घुसाइएको छ र बाहिरी भागमा फिलेट वेल्ड गरिएको छ |
| पाइप साइज दायरा |
सामान्यतया DN50 र माथिको लागि प्रयोग गरिन्छ |
सामान्यतया DN50 र सानो को लागी प्रयोग गरिन्छ |
| वेल्ड प्रकार |
बट वेल्ड, पूर्ण प्रवेश |
फिलेट वेल्ड, पूर्ण रूपमा प्रवेश गरिएको छैन |
| आन्तरिक ग्याप |
कुनै चरण छैन, चिल्लो भित्री पर्खाल |
ग्याप अवस्थित छ, जसले मिडिया जम्मा गर्न सक्छ वा क्षरण हुन सक्छ |
| निरीक्षण विधि |
रेडियोग्राफ गर्न सकिन्छ (RT), उच्च विश्वसनीयता |
रेडियोग्राफ (RT) गर्न गाह्रो, प्राय: MT वा PT |
| शक्ति क्षमता |
उच्च दबाव, तापमान, र थकान भार सामना गर्न सक्षम |
कम दबाव र स्थिर अवस्था को लागी उपयुक्त |
| तुलना वस्तु |
बट वेल्डिंग |
Flanged जडान |
| जडान प्रकृति |
स्थायी, हटाउन नसकिने |
हटाउन सकिने, मर्मत गर्न र प्रतिस्थापन गर्न सजिलो |
| सील बिन्दु |
कुनै ग्यास्केट सील छैन; वेल्ड आफै सील हो |
gaskets र बोल्ट मा निर्भर गर्दछ; सम्भावित चुहावट बिन्दुहरू अवस्थित छन् |
| सेवा सर्तहरू |
उच्च तापमान, उच्च दबाव, गम्भीर तापमान साइकल चलाउने |
परम्परागत अवस्था, विभिन्न ग्यास्केट मूल्याङ्कन अपग्रेड गर्न सकिन्छ |
| स्थापना र मर्मतसम्भार |
दक्ष वेल्डर चाहिन्छ; वेल्डिंग पछि परिमार्जन गर्न गाह्रो |
बोल्ट कसको साथ द्रुत विधानसभा; निरीक्षणको लागि सुविधाजनक |
| वजन र ठाउँ |
कम्प्याक्ट संरचना, कुनै flanges, ठाउँ र सामग्री बचत गर्छ |
Flanges अधिक ठाउँ ओगटेको छ, वजन र लागत थप्नुहोस् |
| सामान्य अनुप्रयोगहरू |
मुख्य स्टीम लाइनहरू, हाइड्रोजन सेवा लाइनहरू, उच्च-तापमान उच्च-दबाव भल्भ जडानहरू |
उपकरणहरू इन्टरफेसहरू, भल्भहरू वा पाइप खण्डहरू नियमित रूपमा छुट्याउन आवश्यक छ |

| तुलना वस्तु |
बट वेल्डिंग |
थ्रेडेड जडान |
| सील विश्वसनीयता |
अत्यधिक उच्च, कुनै चुहावट छैन (यदि वेल्ड ध्वनि छ) |
कम, सीलेन्ट वा PTFE टेपमा निर्भर गर्दछ; कम्पन अन्तर्गत ढिलो गर्न सक्छ |
| दबाव/तापमान सीमा |
अल्ट्रा-उच्च दबाव र अति-उच्च तापमानको लागि प्रयोग गर्न सकिन्छ |
मध्यम/कम दबाव र सामान्य वा मध्यम तापक्रममा सीमित |
| जडान बल |
एकीकृत रूपमा फ्यूज गरिएको, आधार धातुको नजिक बल |
थ्रेड रूटमा तनाव एकाग्रता |
| स्थापना कठिनाई |
वेल्डिङ उपकरण र दक्ष वेल्डर चाहिन्छ |
केवल हात उपकरणहरू चाहिन्छ; साइटमा छिटो भेला गर्न सकिन्छ |
| चुहावट जोखिम |
यदि वेल्ड ध्वनि छ भने लगभग कुनै चुहावट छैन |
चुहावट बिस्तारै तापमान साइकल वा कम्पन संग हुन सक्छ |
एक वाक्यमा: बट वेल्डिङ सबैभन्दा बलियो, सबैभन्दा भरपर्दो, र नहटाउन सकिने जडान विधि हो, ठूलो-बोर, उच्च-तापमान, उच्च-दबाव, नो-लिकेज गम्भीर सेवा अवस्थाहरूको लागि उपयुक्त।











